
RU

RU


|
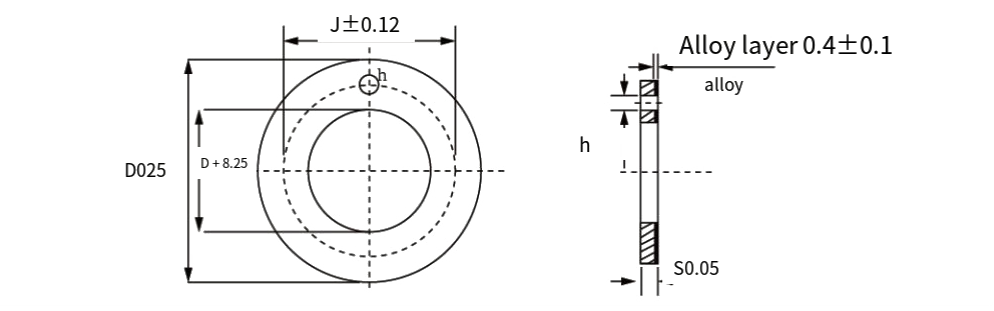
Φd 2 0.25 |
Φd 0 -0.25 |
С Т 0 -0.25 |
Φj ± 0,12 |
Φh 0.1 0.4 |
|
12 |
24 |
1.5 |
18 |
1.5 |
|
14 |
26 |
20 |
2 |
|
|
16 |
30 |
22 |
||
|
18 |
32 |
25 |
||
|
20 |
36 |
28 |
3 |
|
|
22 |
38 |
30 |
||
|
24 |
42 |
33 |
||
|
26 |
44 |
35 |
||
|
28 |
48 |
38 |
4 |
|
|
32 |
54 |
43 |
||
|
38 |
62 |
50 |
||
|
42 |
66 |
54 |
||
|
48 |
74 |
2 |
61 |
|
|
52 |
78 |
65 |
Проектирование нефтяного вдоха
Чтобы полностью смазать куст при производительности, рекомендуется размер инбрицировки следующим образом.
Смазочное отверстие должно располагаться вдали от стыкового соединения и загрузочной камеры, а также обеспечивать легкую подачу масла.
|
О.Д. |
14 ~ 22 |
22 ~ 40 |
40 ~ 50 |
50 ~ 100 |
100 ~ 180 |
|
Отверстие для смазки (мм) |
3 |
4 |
5 |
6 |
7 |
Толщина подшипника
|
Номинальная толщина |
1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 5 |
|
Номинальная толщина |
0.6 | 1 | 1.4 | 1.9 | 2.3 | 2.8 | 3.2 | 4 |
|
Толщина бронзового слоя |
0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | 0.8 | 1.0 |
|
Производимая толщина стенки |
1 0.15 0.25 | 1.5 0.15 0.25 | 2 0.15 0.25 | 2.5 0.15 0.25 | 3 0.15 0.25 | 3.5 0.15 0.25 | 4 0.15 0.25 | 5 0.15 0.25 |
|
Производимая толщина стенки |
1 -0.25 | 1.5 -0.03 | 2 -0.035 | 2.5 -0.04 | 3 -0.04 | 3.5 -0.05 | 4 -0.055 | 5 -0.06 |



HZ1S Тип 1 коррозионностойкий самосмазывающийся подшипник на нержавеющей стали

HZ1F Тип 1 самосмазывающийся подшипник на стальной основе с отбортовкой
")
HZ1D Тип 1 самосмазывающийся подшипник на стальной основе с неорганическим наполнителем (красный)
")
HZ1D Тип 1 самосмазывающийся подшипник на стальной основе с неорганическим наполнителем (красный)




Мы ответим вам в течение 12 часов в рабочий день.

Компания Huazhou специализируется на исследованиях и разработках, производстве, продажах и обслуживании самосмазывающихся подшипников, являясь одним из крупных комплексных предприятий.
Компания Huazhou оснащена высокотехнологичным оборудованием и персоналом для исследований и разработок, а также имеет более 200 комплектов оборудования различных размеров, включая намоточные машины, штамповочные станки и многое другое. Автоматические станки для снятия фаски, полностью автоматические намоточные станки, линии спекания сырья и т. д. Компания также оснащена тысячами комплектов шлифовальных инструментов, и эффективность производства ее продукции достигла нового уровня. Образцы изготавливаются за 3 дня, суточная производительность составляет 500 000 штук, а годовая – сотни миллионов штук.
Внедрение более 260 единиц специального оборудования, оснащение десятками тысяч пресс-форм, более 150 специалистов и 30 автоматизированных производственных линий.
Наша продукция продается в различных провинциях Китая и широко используется в различных машиностроительных отраслях, таких как Volkswagen, BYD и др., соответствует международным стандартам и экспортируется в Россию, Малайзию, Тасманию, Ирак, Румынию и еще 16 стран.

Авторские права © Zhejiang Huazhou Technology Co., Ltd. Все права защищены Зарезервировано. 800WC Упорная шайба с отверстием для смазки Поставщики
![]()
 English
English русский
русский Español
Español عربى
عربى


